项目名称及单位:电动式VCT用摆线减速器部件的开发(图5) 住友电气工业
中国粉末冶金商务网信息
本制品是组装于汽车的可变凸轮定时系统的电动系统减速器的部件,为了廉价与紧凑化,以减少部件的数目为目的,通过摆线齿轮的使用,多个销的一体化等,开发了具有高精度齿轮的复杂形状部件。
在形状方面,外周内侧具有高精度的摆线齿轮,内侧具有为了保持推入轴承的薄壁轮毂,在连接齿轮部与轮毂部的法兰背面一侧,是具有9个销的复杂形状。而且,在强度方面要求可靠性,同时对于销还要求耐磨性。
在本开发中,由于销的单独成形难以保证其强度,所以采用了使销部成为与轮毂相对应的形状,与轮毂部相连,再通过机械加工将连接部去除的方法。为了提高齿轮精度,对整形及2台阶的模具动作的整形方法下了功夫,满足了齿轮的精度。为了确保耐磨性与被切削性,使用了低合金、且完全合金化的粉末,通过在高温烧结后实施热处理,在满足性能要求的同时,还实现了成本的降低。
结果是,成功地进行了高精度齿轮以及销状突起一体化的多台阶的成形,满足了要求。
评价要点:为了确保销的强度而连接的形状,通过后续加工而得到销的形状,成为应用于电动式VCT用摆线减速器的部件。
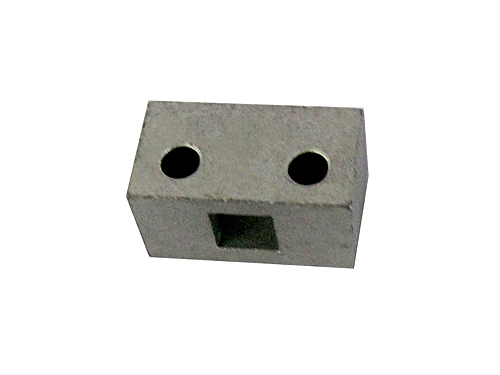
项目名称及单位:内径具有螺旋状沟槽的建筑机械用衬套的开发(图6)
中国粉末冶金商务网信息
本零件是油压铲的间接部位所使用的烧结含油衬套。历来是使用熔融铸造的钢衬套,但随着加注油脂间隔的延长,确认防咬死效果,推进采用烧结含油衬套。在本次的开发中,由于所要求的轴承的特性高,为了该要求相对应,在内径上开设了沟槽。
本零件为了防止与卷入沙时的咬合、防止熔接以及抑制噪音的发生而降低摩擦系数的要求相对应,在内径上开设沟槽,但是由于在全长方向的沟槽中会发生与对偶销的边缘相接的问题,所以是内部的沟槽为螺旋状。
为了实现螺旋状沟槽的*优化,进行了各种滑动试验与耐久试验,开发了能够大幅度提高滑动性能的螺旋状的形状,实现了与螺旋相位彻底相吻合的紧凑结构,进而通过实现能够与加压时高旋转力相对应的工具及模具的刚性化,能够制造*大全长90L,*大内径中140的内螺旋沟槽。结果是,使用粉末冶金独自的制造方法,在成形的同时实现螺旋状沟槽,由此,在不提高成本的基础上,完成了带内径螺旋沟槽衬套的批量生产。
评价要点:不是将螺旋成形技术用于齿轮,而是作为提高滑动性能的沟槽而应用,实现了防止咬合的大型轴承。
项目名称及单位:薄壁4WD传递用行星搬运器的开发(图7) 住友电气工业
中国粉末冶金商务网信息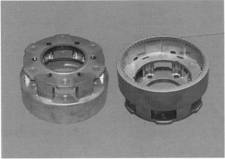
本制品是4WD车中被称为传递器的前后轮的力矩分配中使用的部件。在汽车行业,也希望能够开发改善燃料费用的机构,对于零部件也希望轻量化以降低燃料费用,特别是4WD车,其重量较大,希望每个部件的重量都能够减轻。
在本部件中,能够使2点的4WD车用搬运器达到约20%的轻量化,满足咬合力矩强度,利用CAE,由此,实现了要求强度的确保与轻量化。
在本开发中,为了轻量化,由钢材加工改为烧结减轻了10%,在形状上的改进减轻了10%。而且,为了降低成本,在采用零件形状,钎焊材料的形状上下功夫,成功实现了搬运器部件的共同化。在确保齿轮的圆度、平面度方面,由烧结工具的管理与整形相对应,在整形中为了防止与对偶部件的齿轮的摇摆,设置了倒锥,由此省略了机械加工。而且,利用FEM进行了添加倒锥时的塑性变形的分析,防止了裂纹的发生。
结果是,成功地开发了能够满足用户要求的轻量化、咬合力矩与强度的行星搬运器,同时通过历来所没有的钎焊位置与钎焊材料的配置,拓宽了薄壁接合部件的设计范围。
评价要点:通过大型烧结部件的钎焊方法的改进而实现了部件的共同化,且在确保精度的同时实现了轻量化、薄壁化。
项目名称及单位:电子控制式旋转操纵倾卸装置中铝叶轮的烧结(图8)
中国粉末冶金商务网信息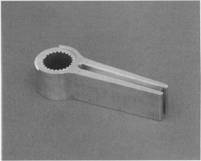
精细烧结
本制品是抑制大型二轮摩托车的把手振动,在高速行走时能够稳定的操纵倾卸装置中使用的部件。
历来的操纵倾卸装置,由于行走中的减衰力固定,所以不能得到与行走状况相对应的减衰力。本制品,世界上*采用了能够的与行走状况相对应的减衰力的系统,电子控制式旋转操纵倾卸装置的部件,箱体内的油室左右划分,通过连接结构而具有将减衰力传递到操作系统的作用,采用轻量的铝合金来实现。
本制品的特征在于为了安装推入轴的单元,内径是花键形状,长度方向上密封材料是设置有嵌入长沟的异形,为了提高单元内的精密性,严格要求花键基准的直角度。
在本开发中,对于烧结工序中尺寸变化大,需要整形的铝基材料,验证了对整形精度有影响的制品全长的推入情况,设定推入量为5%,为了与咬合、钎焊毛刺等品质相对应,通过模具的优化、整形润滑剂的变更等解决了问题。
结果是,由通常的粉末冶金方法实现了铝基材料的烧结,对于用户也实现了单元的轻量化。
评价要点:在新的操纵倾卸装置中,并非单纯的挤出成型,而是由铝粉经压制与烧结制备具有内径花键结构的叶轮。
项目名称及单位:柴油发动机可变喷嘴式涡轮增压器用烧结齿轮(图9)
中国粉末冶金商务网信息
三菱材料PMG
本零件是控制过吸气压的柴油发动机涡轮增压器的可变喷嘴传动装置。在本开发中,与用户协议烧结形状,为了确保所要求的高硬度(表面硬度700Hv以上),采用Fe-Ni—C系的热处理材料,为了达到复杂形状零件的高精度批量生产,在成形工序中研究了模具结构与成形条件,提高台阶差精度与密度的均匀性,为了防止烧结过程中的变形,对整形中的提高尺寸精度的模具结构,清除等进行了优化,为了防止淬火回火过程中尺寸精度的变化与变形,对热处理条件与工具进行了优化,为了确保加工过程中的尺寸精度,对加工条件、刀具、变形的管理等进行了标准化。
结果是,以低的成本制造了可靠性达到要求的复杂形状的柴油发动机可变喷嘴式涡轮增压器部件,实现了由历来的粉末冶金方法难以确保精度的复杂形状的批量生产,扩大了烧结部件的应用范围。
评价要点:对全部工序实行了优化,实现了高精度,可用于可变喷嘴式涡轮增压器部件。
(未经许可,严禁转载!)